冲孔工序的安排原则:
① 所有的孔,只要其形状和尺寸不受后续工序的影响,都应在平板毛坯上冲出。
② 所在位置会受到以后某工序变形影响的孔,一般都应在有关的工序完成后再冲。
③ 精度要求高的孔和有位置要求的孔,应在成形后冲,其余孔可视情况而提前。
④ 零件上大孔靠近小孔,应先冲大孔。
⑤ 先落料后冲孔。
⑥ 拉深件外边缘和翻边件竖边部分的孔在拉深和翻边后冲。

生产完成后冲孔模具的维护保养:
1)生产结束后要对冲孔模具进行全面的检查。
2)冲孔模具进行全面的清擦,保证模具的清洁度。
3)将冲孔模具内的废料清理干净,保证废料盒中无废料。
4)将冲孔模具的使用状态和使用后的情况如实地反馈到模具传票上。

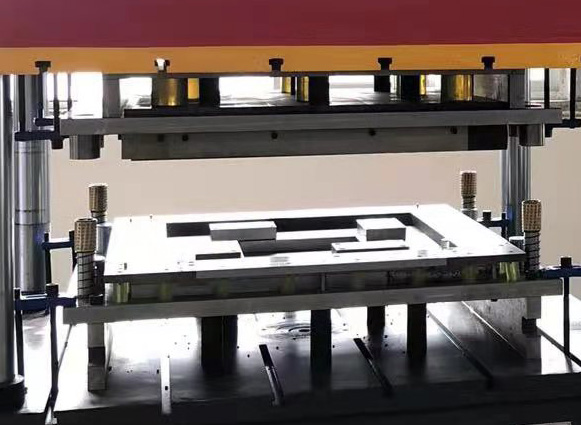
冲孔模具与配套冲压成型液压机






 全国服务热线
全国服务热线